


H2:Introduction
The automotive industry’s accelerated shift towards electrification is subjecting the core component of power transmission—gears—to unprecedented performance tests. The higher rotational speeds, instantaneous peak torque, and stringent NVH (Noise, Vibration, and Harshness) requirements of electric vehicles (EVs) render the design and manufacturing standards of the traditional internal combustion engine era inadequate.
The root cause lies in the absence of engine noise masking in e-drive systems, which amplifies any gear meshing whine or rattle. Simultaneously, extreme speeds of 16,000-20,000 RPM and instantaneous torque exceeding 3,000 N·m pose ultimate challenges to gear dynamic balance accuracy, flank strength, and anti-pitting capacity. This article delves into the core technological upgrade path for EV gear manufacturing, covering advancements from Advanced Manufacturing processes like ultra-precision grinding to the application of customized material science and integrated design thinking, offering a systematic technical perspective to address these challenges. Next, let’s dissect the manufacturing details behind these challenges.
H2: What Unique Challenges Do EV Gears Face That Are Absent in Traditional ICE Vehicles?
The operating environment for EV reducer gears is fundamentally different, presenting new hurdles for the Gear Machining services. The high-speed motor (far exceeding traditional transmission input speeds) and high instantaneous torque demand superior gear dynamic balance, anti-scuffing, and heat dissipation capabilities. Furthermore, lubrication and thermal management require redesigning to suit more compact e-drive unit layouts and integrated cooling strategies.
The most prominent challenge is NVH. With no engine background noise, gear meshing-induced micro-whine and rattle become primary noise sources, imposing “micron-level” stringent standards on manufacturing precision. This demands extremely precise profile and lead crowning to optimize contact patterns and suppress noise at the source. Additionally, the immense instantaneous torque significantly increases flank contact stress, elevating the risk of early pitting and micropitting, which severely tests material fatigue strength and heat treatment uniformity. Confronting these compounded challenges requires a shift from conventional methods to sophisticated Advanced Manufacturing solutions.
H2: Why Have New Materials Like Aluminum Alloy Become a Focus for Custom Gears, and How Do Their Manufacturing Processes Differ?
The constant quest for range in electric vehicles necessitates lightweight designs that put aluminum alloy in the limelight in Custom Gears. When compared to regular steel gears, Aluminum Gears can reduce the weight by up to 60%, thus improving fuel economy in vehicles. The problem lies in the drawbacks of using such an alloy. It is less strong, harder on the surface, and more prone to wear than other materials. Therefore, there is a need to change the manufacturing technology in the process. Regular forging and carburization of aluminum are impossible.
To overcome these disadvantages of the surfaces, special treatment techniques for the surfaces such as micro-arc oxidation, PVD coating (DLC), and composite plating have become necessary in order to create a hard surface. Therefore, the approach of design for manufacturability (DFM) is essential from the very beginning in designing aluminum gears. The designers will need to make up for the lack of material strength by means of structural design, e.g., ribs, root fillets. This creates enormous challenges for Manufacturing Technology.
H2: From Design to Mass Production: How to Ensure Zero-Defect Consistency in Transmission Gear Manufacturing?
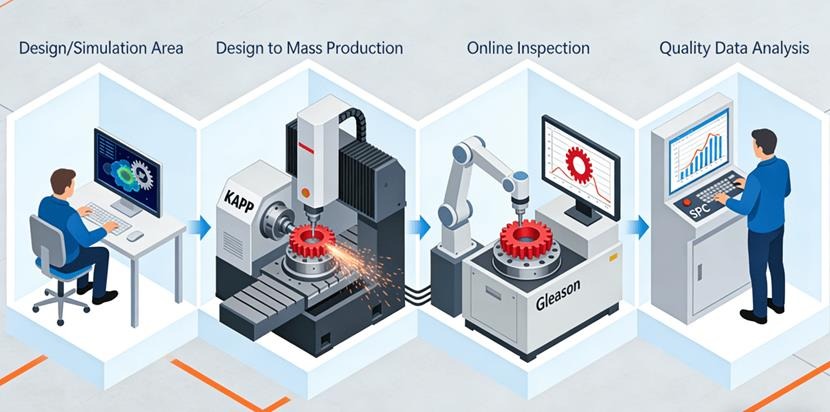
The realization of zero defects in Transmission Gear Manufacturing is a comprehensive project involving design, process, and management, which demands the manufacturer to establish a closed-loop precision control system through all processes.
H3: Quality Control with the Whole Process in a Closed Loop
Real Precision Manufacturing starts with raw materials. Each process needs to be quantitatively monitored, including material grade identification and blank flow line inspection. The heat treatment process must control accurately the case depth, hardness, and microstructure. Post-heat-treatment distortion control becomes highly important since it lays the basis for accurate grinding. Techniques such as gas quenching under high pressure can dramatically minimize thermal distortion.
H3: Key Processes for Achieving Nano-Level Surface Finish
The last finishing process determines the success of gear operation. The ultra-precise grinding of gears constitutes the essential part of obtaining the mirror-like surface with Ra<0.2 microns. It consists of two key stages:
l High Stiffness Gear Grinding and Smart Wheel Dressing:
Using highly precise gear grinding equipment (KAPP, NILES) together with in-process dressing and balancing will allow keeping the optimal condition of the grinding wheel, without any texture or chatter marks.
l In-Process Inspection and Gear Compensation Grinding:
Incorporation of gear measuring centers in the production process with 100% inspection or high-frequency measurement of gear profile, lead, and pitch will provide feedback for grinding process, thus creating a closed loop of manufacturing.
H3: Systems as the Foundation of Precision Consistency
The advanced machinery is the “weapon,” whereas the quality system, IATF 16949 and the Statistical Process Control (SPC) is the “strategy.” Real-time detection and alerting of critical process parameters using SPC allows for preemptive quality control, guaranteeing stability among millions of pieces. Hence, during the evaluation of the Gear Manufacturing Company List, it is important to pay attention to the supplier’s ability to perform in-process inspection, full process quality data traceability documentation, and engineering change management.
In the case of the solution of 800V electric drive gears by Tier-1 suppliers worldwide, the result shows that the comprehensive material and process upgrades were able to improve the gear fatigue life by more than 50%. To read more about high performance solutions of this kind, one may take a look here: 800V Electric Drive Gear Solutions by Global Tier-1 Suppliers.
H2-: When a Gear is Damaged: How to Decide Between Gearbox Repair or Replacement?
When considering whether to repair or replace a gear after damage, a scientifically-based analysis is necessary. The possibility of repairing gears depends on the amount of damage: for example, repair is possible when the area of surface pitting does not exceed 5% of a single tooth face, the wear is below 0.1 mm, and there are no cracks or plastic deformations in the gear body.
Some repair methods include laser cladding (when the surface is restored and then machined again) and flank grinding. However, such repairs have some drawbacks, including the accuracy of repaired gears, which will be about one to two grades inferior to that of a new gear.
From the viewpoint of cost, the initial cost of repairing the component could be merely 30% to 50% of the price of a new part, which seems very appealing at first glance. However, an analysis of its total cost of ownership over its entire life cycle is critical because the life span of the refurbished part will likely last between 40% to 60% of that of a brand-new one, plus there is the additional possibility of subsequent failure resulting in collateral damage.
H2: How to Identify a Reliable Precision Gear Manufacturing Company?
The choice of an experienced Precision Gear Manufacturing Company in the EV age is paramount. It is not enough to have a quotation; one must evaluate its engineering competencies.
H3: Evaluation of Core Competencies
An experienced Precision Gear Manufacturing Company will prove its core competence by having physical assets and certifications. Two areas that deserve attention in the evaluation include:
l Technology and Certifications:
The availability of sophisticated machinery like KAPP and NILES grinders and certifications such as IATF 16949 are solid indicators of technological competence and a systematic approach to quality management.
l The RFQ Litmus Test:
A professional Request for Quotation process will be revealing. The supplier should require operational details and not just drawings and offer process planning and risk assessments upfront.
H3: The Value of Collaborative Expertise
Soft power beyond hard parts is crucial as well. Genuine partnership entails an early phase of DFM, which is where the engineers benefit from the experience gained from past success, especially with regard to application-specific issues such as NVH at high speeds in EVs. Such past experience is an essential characteristic of a dependable technology partner.
H2:Conclusion
The electrification era is changing the face of the Gear Manufacturing Industry and calls for total renewal of the technology in Precision Manufacturing, ranging from materials, processes, all the way through to complete process quality assurance. Challenges such as high speeds, high torques, and high noise reduction can only be met with cutting-edge “hardware” technology, but also through in-depth process know-how involving materials, mechanical engineering, simulations, and problem-solving skills.
H2:About the Author
The author of this paper is an engineer with years of experience in advanced manufacturing, focusing on transmission components and precision component manufacturing technologies. This is a summary of the industry observations and experiences gained during the process. The cases cited here are publicly available solutions offered by the industry leaders like JS Precision.
H2:FAQs
Q:What’s different about how EV gears are made compared to regular car gears?
A: EV gears need tighter tolerances, often G2.5 or above – and smoother profile shaping to cut down on buzz at high RPMs. They also use DLC coatings to stop surface damage under sudden loads. That’s because they spin faster and take instant torque. It seems hard to ignore how much more careful the machining has to be.
Q: When choosing a custom gear maker, what matters most?
A: Look for IATF 16949 certification, real-world results in electric vehicles, and an engineering team ready to work hand-in-hand during design phase. Their ability to adapt early makes a big difference in getting complex parts into volume runs smoothly. The process can fail without strong collaboration.
Q: Should you fix a broken gear or buy new ones?
A: An expert check is needed first. Small pitting and light wear with intact housings might save money. But for race-like conditions, fresh gears deliver better accuracy, longer life, and fewer failures. You can’t skip evaluating long-term costs – it’s not always cheaper upfront.
Q:What manufacturing bottlenecks does the adoption of aluminum gears face?
A: It seems aluminum’s lower strength creates real challenges. You need stronger designs, surface treatments, or composites to make up for it. Processes don’t match steel, more precision casting is used, and special tooling like PCD tools helps avoid sticking and keeps surfaces clean.
Q: What accuracy grade can top-tier precision gear manufacturing achieve?
A: Top makers hit ISO 5 – 6 levels for EV reducers and high-end transmissions. They use advanced grinding machines, keep heat effects minimal, and inspect every step. That ensures profile and lead tolerances stay under a micron. Hard to ignore how much control this takes.





